
Smart manufacturing from the factory floor to the customer's door

Manufacturers are embracing AI technology to gain a competitive advantage over the market. Gartner predicts that by 2026, 75% of large enterprises will have adopted some form of robotics in their warehouse operations. Additionally, 25% of manufacturers will have transitioned by then to a microservices architecture to enable differentiated AI and analytics capabilities. From a purely strategic standpoint, smart manufacturing makes sense: AI and predictive analytics allow you to detect data outliers using IoT data, perform root cause analysis in seconds, prevent accidents and downtime before they happen, optimize supply chain processes, and augment customer experience for increased conversions and brand loyalty.
So how are the benefits of AI and predictive analytics achieved across the manufacturing value chain? By modernizing legacy technology with industrial internet of things (IIoT) systems and a robust Analytics Platform, manufacturers can gain real-time insight on factory floor, supply chain and customer experience processes.
The case for AI in smart manufacturing
In today’s globalized world, it is imperative that manufacturing value chains continue to function regardless of extenuating circumstances such as equipment failure, extreme weather conditions, geopolitical events, pandemics, or any other cause of potential disruption. A disruption at the manufacturing site in one country runs the risk of creating a ripple effect and having a negative impact on a global scale. This is where machine learning (ML) and artificial intelligence (AI) come into play.
Predictive and real-time analytics ensure maximum production output, eliminate workplace inefficiencies and hazards, and empower manufacturers to prepare for and respond efficiently to changing market demands.
For example:
- Predictive maintenance algorithms monitor equipment/machinery data to help predict timely maintenance schedules to avoid any unplanned production downtime.
- Anomaly detection models are trained to identify outliers in data that indicate machinery faults, identify where the faults are, and even provide relevant fixes or alert machine operators to attend to the issue before major damage occurs.
- Visual inspection tools in the form of IoT sensors and cameras can identify product faults and assembly line inefficiencies to optimize quality control and speed of production.
- Furthermore, on the supply chain and commercial side of manufacturing operations, AI analytics can help optimize product demand planning, prevent product stock-outs, enable real-time inventory visibility, and manage product delivery and logistics more efficiently.
As such, manufacturers can focus on their core business strategy and begin to invest in further business innovation.
In this blog, we’ll break down how AI and analytics optimize each part of the manufacturing value chain.
AI-powered factory floor
Stalled or broken down equipment is a disaster in the making for any manufacturer. It’s not just about losing money: sometimes, these setbacks can also pose a serious risk to the workers operating the shop floor. Add the cost of product quality defects and assembly line disruptions to that scenario and you quickly realize the overwhelming value that automated quality control tools can bring to the factory floor. Through the use of industry 4.0 tools for anomaly detection, predictive maintenance and visual inspection, manufacturers are better able to:
- Monitor equipment health;
- Establish timely equipment maintenance schedules;
- Detect machinery/product anomalies and automate fixes or alert staff;
- Conduct root cause analysis to identify where faults are located; and
- Identify product quality defects and assembly line inefficiencies.
Anomaly detection
Anomaly detection tools use AI algorithms to process IoT sensor data from your equipment, monitor system health, detect anomalies in early stages, perform root cause analysis, and trigger preventive or reactive actions that help to reduce monitoring costs and time-to-resolution, and prevent failure propagation.
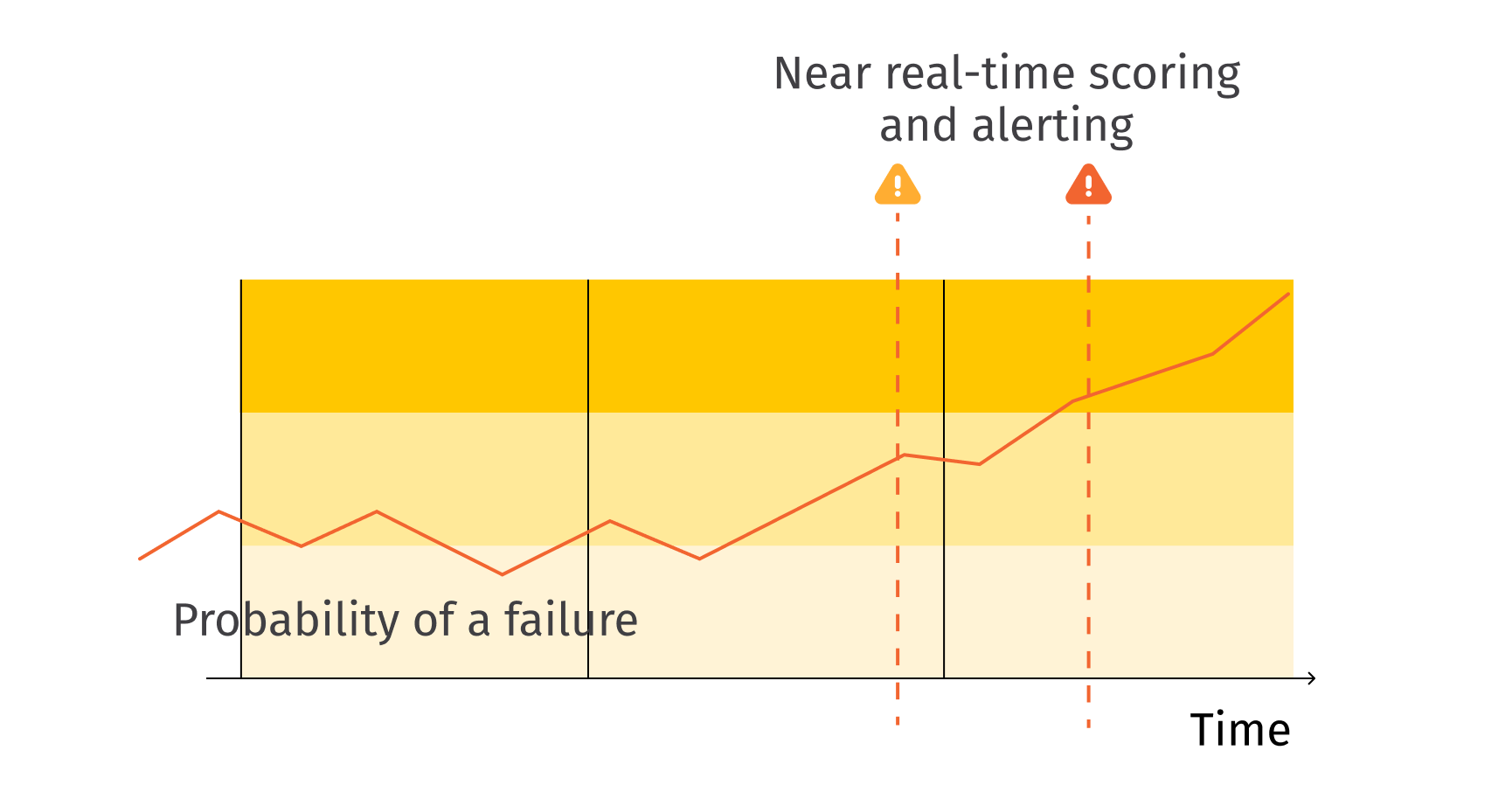
Predictive maintenance
Predictive maintenance tools use advanced models that analyze both single-metric and cross-metric patterns, taking sensor and component topologies into account, to enable reliable, real-time risk scoring. Based on these risk predictions, time-to-failure can be estimated, and maintenance schedules can be optimized to prevent failure propagation and to extend the remaining useful life of assets.
Visual quality control
Visual quality control relies on a comprehensive toolkit of computer vision algorithms for anomaly detection, using a wide range of signals and data sources, including IoT sensor data, infrared and X-ray imagery, and video streams, to detect product quality and production anomalies to prevent larger failures, outages and the resulting costs.

Read more:
- Anomaly detection for Industry 4.0
- Anomaly Detection in Industrial Applications: Solution Design Methodology
- Detecting anomalies in high-dimensional IoT data using hierarchical decomposition and one-class learning
AI-powered supply chain
Smart manufacturing can drastically simplify inventory planning across your supply chain networks. Managing numerous suppliers and distributors can quickly become a cumbersome process if the right system isn’t in place. AI tools for supply chain optimization can help to improve:
- Supplier network and inventory management;
- Warehouse management; and
- Logistics and transportation.
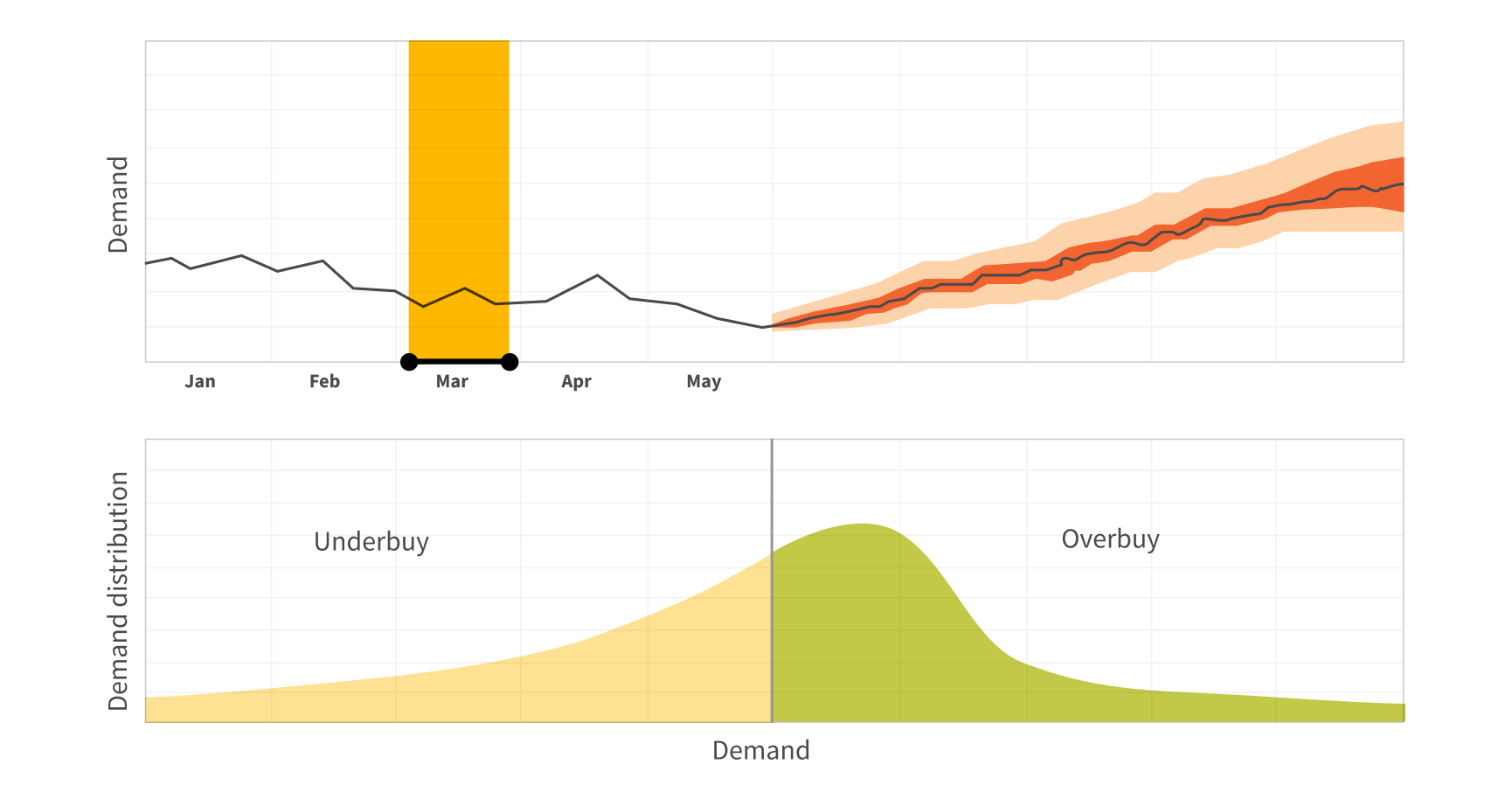
Predictive analytics, combinatorial optimization, and simulation algorithms can help determine changes in consumer demand and supplier network capacity, allowing manufacturers to plan ahead concerning production schedules and obtaining any necessary raw materials. It also optimizes inventory flow, safety stock levels, and production costs. The data used to provide this insight is gleaned from various factors such as the manufacturer’s historical sales data, financial data, supplier data, weather/social/political events, market forecasts, third-party platforms such as social media, and so on.

Read more:
- Reimagining resilience: supply chain optimization for smart manufacturing
- Why you need a cloud-native analytics platform for smart manufacturing
AI-powered direct-to-consumer distribution
In today’s digitally connected world, smart manufacturing capabilities benefit not only the manufacturer but can also work to enrich digital customer experiences. As part of their smart manufacturing modernization efforts, many manufacturing companies are shifting their go-to-market strategies from B2B only to a blend of B2B and D2C sales to drive revenue, maximize profits and gain greater control of their brand. To facilitate this new go-to-market model, manufacturers must continually improve their operations and technology platforms to support digital marketing and personalized customer experience.
How are they doing it? Industrial e-commerce sales optimized with AI-driven customer experience capabilities.
Using AI to provide real-time inventory visibility, multiple fulfillment options, accurate delivery timelines, and automated delivery notifications enriches the customer experience and greatly minimizes the risk of churn.
Moreover, AI algorithms can detect real-time changes in business metrics, such as unexpected drops or spikes in traffic, conversion rates, session durations, and so on, enabling manufacturers to quickly react to issues and respond to customer demands.
Inventory availability
An AI-powered inventory management system prevents customer demand from exceeding manufacturer supply. AI algorithms monitor and update inventory levels in real time so that customers always know exactly what is in stock on the product details page of your e-commerce site. Furthermore, this real-time monitoring helps manage safety stock levels and prevent stockouts.
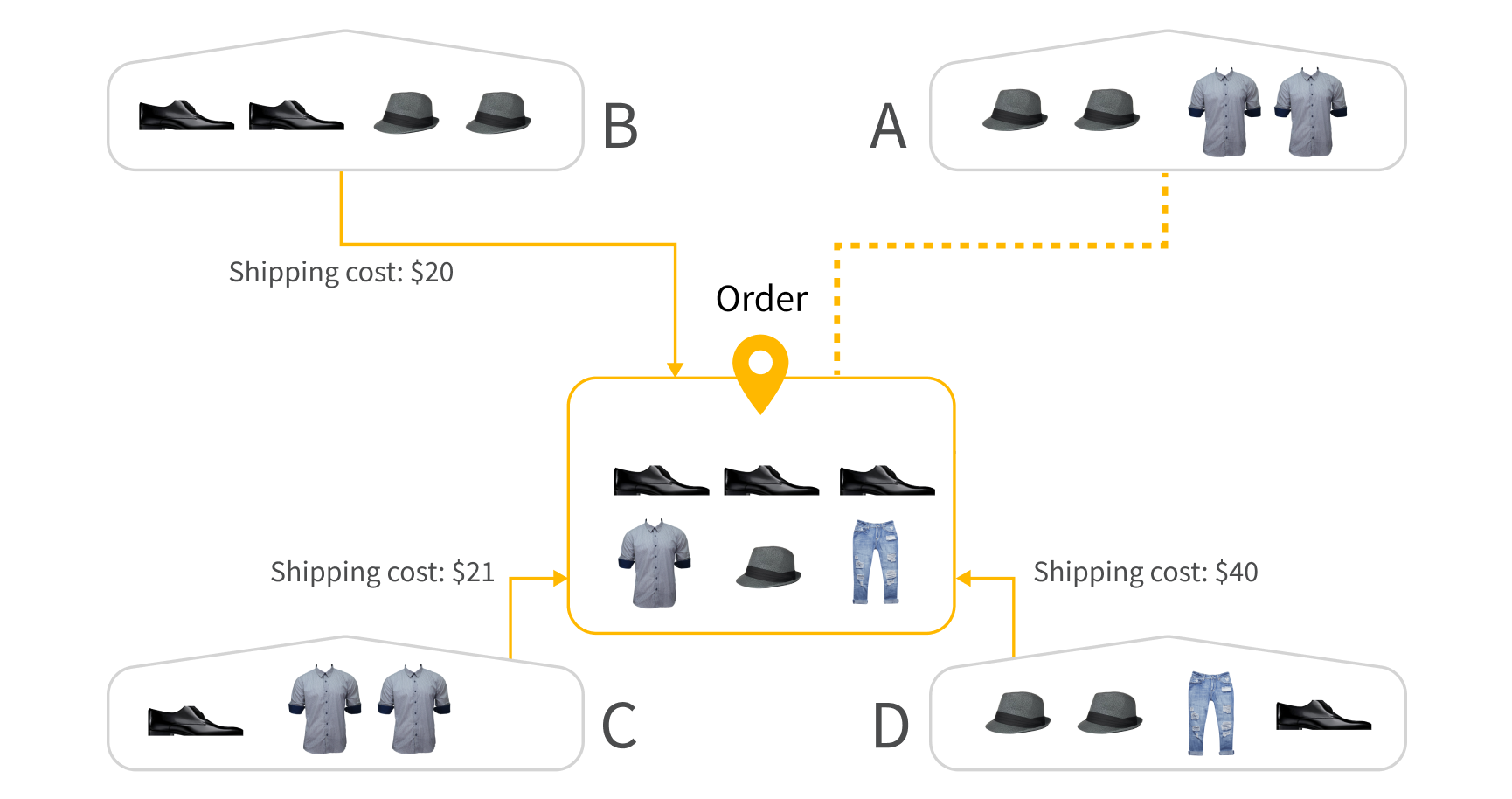
Fulfillment optimization and accurate estimates
A sophisticated omnichannel fulfillment model enables customers to choose between options such as “ship to store”, “ship from store”, “buy online pick up in store” and so on, and enables manufacturers to optimize delivery costs. Moreover, manufacturers can refine delivery times by relying on AI to choose optimal routes based on factors such as the weather, geopolitical or social events, and other factors that impact travel and logistics. This reduces costs for both the manufacturer and the customer.
Automated notification flow
Customers count on manufacturers to provide them with the most important notifications in real-time. Incorporating an omnichannel approach means that customers can specify when they receive notifications and on their preferred channels. AI-powered messaging systems can supply users with real-time updates after products ship from warehouses to keep customers informed and excited to receive their deliveries.
Conclusion
Manufacturers looking to stay on top of equipment and assembly line productivity, supply chain capacity, and customer experience personalization are turning to AI to take smart manufacturing to a whole new level - from the factory floor right through to the customer’s door.
Grid Dynamics is a digital-native technology services provider that accelerates growth and bolsters competitive advantage for Fortune 1000 companies. We have more than 15 years of experience in digital transformation and software innovation.
Interested in expanding your smart manufacturing strategy? Get in touch with us to start learning more!